FMEA (Failure Mode & Effects Analysis) was invented by the U.S. Military in the late 1940s to evaluate potential risks in production. Later, NASA used it to assess risks before long space journeys. Today? It is widely used, especially in manufacturing industries, particularly in the automotive sector.
What is it?
FMEA is a proactive tool that helps us evaluate and analyse potential risks and take action to prevent failures before they happen. It is a structured and robust method to identify risks in production processes, design, or even entire systems.
Because of this, we have different types of FMEA, such as: Process FMEA (PFMEA) – Identifies and mitigates risks in production processes. Design FMEA (DFMEA) – Helps to assess the risks in product, tool, or machine design.
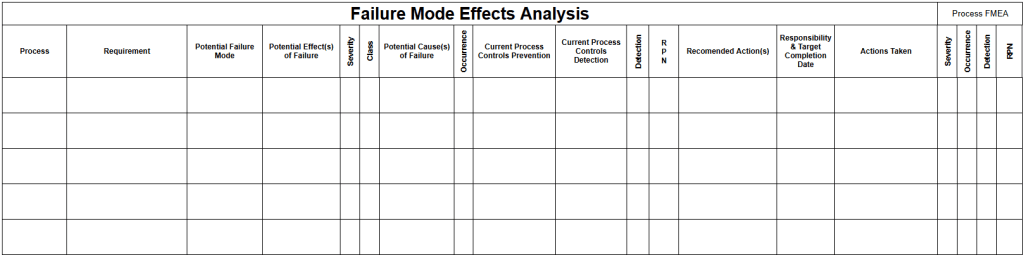
Here’s an example of an FMEA template (AIAG FMEA 4th Revision).
How does it work ?
Before conducting an FMEA, we need a structured process, ideally a process flow. Let’s take a simple example. We’re a bakery baking bread. If we identify the production process, it looks like this:
- Mixing – Flour, water, yeast, and salt are combined.
- Kneading – The dough is kneaded for texture.
- Proofing – The dough rises.
- Shaping – Dough is shaped into loaves.
- Baking – Loaves are baked in the oven.
- Cooling & Packaging – Bread is cooled and packed.
Next, we identify the requirements for each step. Let’s start with Mixing: What do we expect during the mixing step?
✔ Correct ingredients
✔ Correct amounts
✔ Proper mixing time
✔ Proper mixing speed
✔ Right temperature
These are the requirements of this step, basically, the things we expect during the mixing operation. Now, what about the failure modes?
Once we identify the requirements, it’s quite simple, just think in reverse. Correct ingredients can fail if we use incorrect ingredients. Correct amounts can fail if we add too much or too little.
Let’s proceed with an FMEA table to understand this better.

- The process step is Mixing.
- The first requirement of this process step is correct ingredients. So we expect to use correct ingredients for this process.
- Next is Potential Failure Mode. Here, we identify “Incorrect Ingredients” which is the opposite of Correct ingredients.
- There could be a lot of different Potential Effects of this failure but let’s take a simple one. “Taste issues, customer dissatisfaction”. That means, if we have a failure of incorrect ingredients, then this can result with a bad flavour, and customer dissatisfaction.
- Next is Potential Cause. Here, we identify the causes of the problem. So basically the things can cause the failure of Incorrect Ingredients. Let’s say “Lack of Training”. If we don’t give sufficient training to bakery staff, then we can have the failure of incorrect ingredients.
- Next is Controls for Prevention. This is the action which addresses to Cause of failure. So we ask, what should we have in place in order to avoid lack of training ? We don’t focus the failure mode here, instead, we focus on causes of the failure. There could be a lot of solution for lack of training, but let’s put a simple action, “regular training plan” for the staffs in bakery.
- Controls for Detection ? Here is the place to identify the controls to detect the failure mode directly or the error (cause) where it is possible. So basically in this step, we imagine that the problem happened, we used wrong ingredients. So how would we detect this ? Let’s put a taste control with a frequency of each batch.
Now we completed a PFMEA for one requirement of Mixing Step of Whole Bakery Process. We identified some controls to avoid the potential failure mode. So if we do this for the all requirements of Mixing Step, and other process steps as well including Kneading, Proofing, etc.. We would have almost finished this PFMEA study.
What about the numbers ?
You might have noticed that we have also some numbers and class columns in the table. These numbers rate each failure mode based on:
- Severity (S) – How bad is the failure’s impact?
- Occurrence (O) – How often does it happen?
- Detection (D) – How likely are we to detect it?
The Risk Priority Number (RPN) is calculated from the multiplication of these values. Higher RPN = higher risk, so that means we need more actions.
The Class column is used for special characteristics, mainly in industries where technical drawings have strict requirements.
Key Takeaways
Basically first we need a process flow to see the steps, then we list the requirements of those accordingly. After that we identify the failure modes of the requirements, simply way to do is thinking the reverse way. For example: if the requirement of a part is between 10-12mm, then our failure mode can be lower than 10mm, or greater than 12mm. This is what we did in above example with a simple way.
After the identification of the causes, we link the prevention controls with the causes, then link the detection controls with the failure modes and causes. These links are very important to have a robust FMEA. We didn’t detail the rating system, as it requires additional information which is not possible to have in this short post (e.g. rating tables, theirs difference, etc..), however we went through the logic by using simple Bakery example.
FMEA is a crucial proactive tool to identify potential failure modes and take actions in advance. This is a fundamental tool to identify the process controls as well. So this is how factories set the controls for their products and production processes (PFMEA). And this is how designers evaluate the risks in their products before they design it (DFMEA)….. Or should we say this is how it should be ? Because sometimes people can consider these tools as a painful workload rather than a tool that was designed to help us, where I completely disagree!
What do you think ?
Can FMEA be applied to most of the things even in our daily life ? Or should it stay strictly within industries? I believe we can do this before a long journey, or even a holiday :) In this way, we can anticipate the risks in advance and take action before it’s too late!
If you want to learn more, you can check out my Udemy course


Leave a Reply